如何確保鋁合金壓鑄件旋鉚的質量問題
如何確保鋁合金壓鑄件旋鉚的質量問題
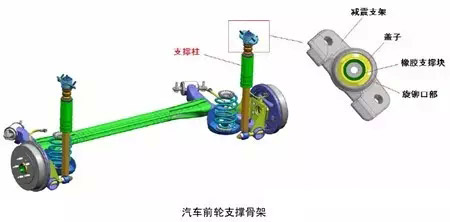
隨著汽車工業化的不斷發展,無論從經濟上還是性能上,對汽車材料的要求是越來越高,由于鋁合金有減重、節能和更好的回收再生性,汽車用鋁合金材料會帶來巨大的經濟效益和社會效益。隨著汽車節能減排及安全性要求的不斷提高,汽車的結構件、底盤產品、車身連接支架、發動機部件等越來越多的產品都采用鋁合金成型的零件,并采用先進的裝配技術或先進的裝配工藝進行裝配,如下圖示汽車前輪支撐骨架,是通過連接一個減震支架,實現汽車在行駛過程中的減震功能。減震支架由3部分構成:減震支架本體,橡膠支撐塊,蓋子,然后通過旋鉚工藝將減震支架本體,橡膠支撐塊,蓋子裝配在一起,形成減震支架總成產品,最后通過螺釘固定在車身的連接支撐柱上,實現汽車在行駛過程中的減震功能,滿足汽車在行駛過程中的舒適性。在本文中,主要通過產品整個生產過程的工藝設計,實現產品最終旋鉚裝配工藝要求。
1產品技術要求
1)由于該產品在每一輛汽車上需要用到4個產品,產能要求高。
2)尺寸要求穩定、合格。
3)需要在340度的高溫下保溫4小時。
4)旋鉚處不能有裂紋,疲勞試驗滿足要求。從技術要求上看,所有的工藝設計都要滿足最終的旋鉚工序。所謂旋鉚,就是使用旋轉設備,在外力的作用下,使用鋁合金材料按照規定的形狀進行延展,形成一個連接的永久塑性變形的裝配過程。影響旋鉚工藝的參數也是非常多的,如產品內部殘余應力,產品尺寸,產品內部質量等等。這就要求我們在生產的各個工藝環節確保產品符合性。這里重點介紹如何設計產品實現的工藝過程,滿足產品最終的旋鉚工藝要求。
時效處理是為了消除零件內部的殘余應力,穩定零件的內部組織和尺寸,改善零件的機械性能。通過對零件的時效處理,可以使零件內部的應力釋放或相互抵消,以免在加工過程中零部件存在應力失衡而導致零件加工報廢。如何解決在340度的高溫時效處理產生的缺陷是我們首要解決的問題:
按照傳統壓鑄的工藝,在壓鑄過程中,我們不可能避免遇到產品內部的氣孔缺陷。主要有以下原因:
A.模具型腔本來就是一個含有空氣的空間。
B.由于澆注設計的不合理造成卷氣。
C.鋁合金在由固體溶化成液體時,鋁在液態下與水氣發生下列反應:
2Al(液)+3H2O(氣)=γ(Al2O3(固))+6[H](溶于鋁液中)
產生的氣體可能在壓鑄過程中就會造成產品氣孔缺陷,當含有氣體的產品在340度的高溫下保溫4個小時,那么產品內部的氣體就會釋放出來,在產品表面形成一個一個的氣泡(如圖),無法滿足的產品的質量要求。通過以上的種種原因分析,雖然我們無法將所有產生產氣孔的消除,但是我們可以將它控制的可接受的范圍之內,以滿足客戶的要求。

2模具設計、模擬
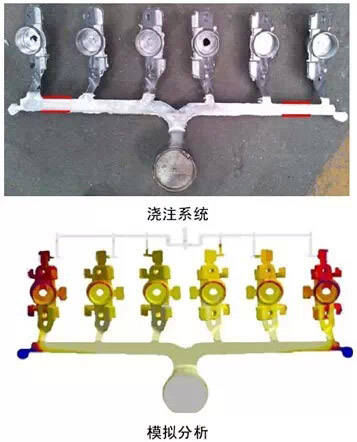
我們采用的1模6件的多型腔結構,滿足客戶的產能要求,并且通過模擬分析軟件進行壓鑄過程模擬分析,確保澆注系統的內角口同時進水,避免多股支澆道不同步進入型腔,造成卷氣而形成氣孔。
3抽真空工藝的運用
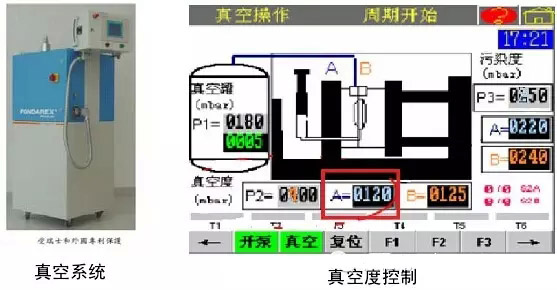
為了確保模具整個型腔內在生產過程處于一個相對真空的狀態,我們引進瑞士FONDAREX抽真空系統及相關的抽真空工藝,通過抽真空的方式能夠實現在鋁合金液體在進入模具型腔內是一個相對真空的空間,那么鋁合金液體在這樣一個相對真空的空間內成型,無法接觸到空氣中的氣體,大大減少了卷入氣體的可能性,提高了產品的內部質量。一般我們用真空度這個參數來衡量這個相對密封的空間,并且進行生產過程的過程控制。
4鋁合金液體除氣工藝及含氫量檢測
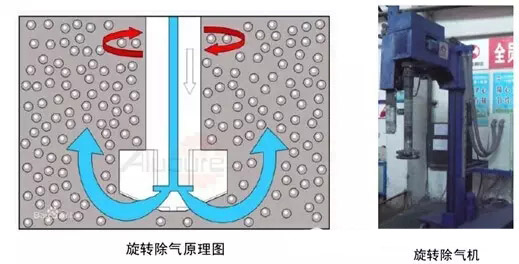
1)除氣是把惰性氣體噴入熔融鋁液以達到去除氫氣的目的。我們采用的是旋轉式除氣,是通過高速旋轉并噴射惰性氣體的轉子把惰性氣體大氣泡打散成非常細微的小氣泡,并使其均勻地分散在金屬液中,使得更多的惰性氣泡表面和金屬液中的氫氣和雜質接觸從而把這些有害物質帶到液體表面,從而減少液體中的氣體。
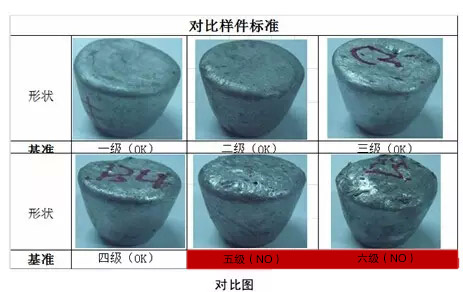
2)液體除氣完成后,需要對液體的含氫量進行檢測,確保含氫量在工藝可控的范圍。首先在鋁液心部取70%-80%的鋁水將裝鋁水的坩堝在20s內放入真空室內,迅速蓋上蓋子。180s后取出樣塊,進行對比判定。在真空的情況下,如果鋁液里含有氣體,那么樣品上就會鼓起氣泡,含氣量越多鼓起的氣泡越大,通過對比的方式來保證鋁液的符合性。
5產品的時效處理
鋁合金保溫溫度、保溫時間、冷卻時間按以下方式:

工藝要求:
1)先將爐子升溫到340度(產品可隨爐升溫),必須340度下保溫4小時。
2)對產品進行色彩標識,能夠識別是否已經進行了時效處理。
3)零件應該裝在專用框中,保持一定的間距,保證空氣的流動。
4)對時效的溫度實時監控,每班對時效爐的溫度曲線進行檢查。
檢驗與驗收:
1)檢查色彩標識,色彩隨著溫度變化而變化,觀察顏色溫度達到340度。
2)對產品硬度檢測,硬度要求:50<硬度<70HB。
3)產品表面的氣泡。
6結論
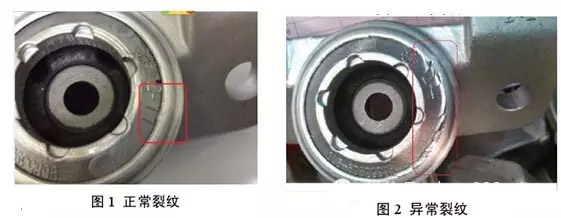
通過以上工藝過程的設計及控制,我們基本上滿足了產品在旋鉚過程的穩定性,實現了采用先進的裝配工藝進行裝配的工藝。如果在生產過程中出現旋鉚裂紋,我們可以通過以下2種情況進行分析原因和解決問題:
1)正常出現裂紋(圖1),形狀為非常規則的裂紋,這個產生的原因主要旋鉚過程工藝的不穩定性,需要對旋鉚工藝參數進行細微的調整。
2)異常出現裂紋(圖2),形狀為齒形的裂紋,這個產生的原因主要是產品本身在生產過程出現了異常,如材料、真空機、時效、過程參數等,需要我們針對具體的問題進行逐一分析解決。